

当前位置 : 主页 > 行业新闻 >
精密轻型电动滚筒外壳的深孔加工工艺
精密轻型电动滚筒外壳的深孔加工工艺
精密轻型电动滚筒外壳的深孔加工工艺
沈宏谋 (浙江调速电机厂研究所,浙江桐乡314500)
中图分类号TM 文献标识码E 文章编号1004-7018(2003)-0046-1
我厂生产的TYDG系列精密轻型电动滚动外壳是外Φ68mm×内Φ38mm~42mm×长1000mm毛胚无缝钢管。过去加工采用车削的方法,深孔刀杆长,切削时产生颤动,不能开快车,吃大刀,大走刀,工作效率低,每班加工一根,最多也只能加工两至三根。
我们针对加工时刀杆颤动的情况,综合研究了铣刀的刀具、镗工的装夹工装、深孔钻的导向结构和带冷却管槽的轧辊加工车刀等方面的经验,把精密轻型电动滚动外壳的加工工艺进行了彻底的改革和创新,克服了打刀、不排屑、闷车等问题,摸索出专门加工滚动外壳加工的特点和规律,编制了新的工艺和操作规程。每日产量达到25~30根,保证了产品的质量。
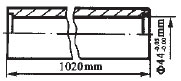
图1无缝钢管外壳图
图1是产品外壳图。改进后的工艺如图所示。把车床大拖板上的刀架取下,将夹具底座用螺钉紧固在大拖板上,在底座上再紧固两块4形铁,工件用压板压牢在4型槽中,刀杆
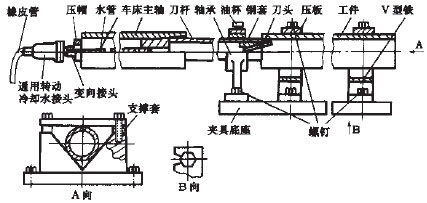
图2 改建后的工艺结构图
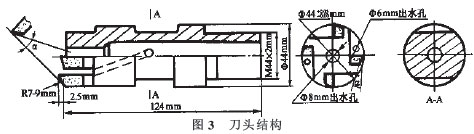
采用Φ42mm钻杆,一端焊有锥套可插入车床轴锥孔中。刀杆的另一端车有螺纹与刀头相配。刀头的结构如图3所示。刀杆的左端接上一根3/4英寸的水管,水管尾端接一个变径接头,变径接头的外径上车有螺纹,拧上压帽把刀杆牢固地把紧在车床主轴上,变径接头另一端连接钻机上通用的转动冷却水接头,再由橡胶管与车床冷却泵接通。夹具底座的左端安放一个特制的引导刀杆的轴承架,轴承架内压入铜套与刀杆滑动配合。由于刀杆有轴承支承从而解决了刀杆颤动的主要原因,即使工件内孔椭圆度较大,刀头接触工件后也很平稳,刀头在空心轴中切削,就好似轴在轴承中转动一样,整个切削过程非常平稳。另外由于刀头磨成成型尺寸,走刀一次便加工完毕。
改进后的工艺有六大优点
1)切削平稳,大大提高切削速度;
2)刀头可以充分冷却,刀片始终不热!铁屑成白色;
3)切屑随冷却水从工件右端排出,排屑顺利;
4)一刀成活,孔径无锥度;
5)操作简单,一般熟练工都能掌握;
6)不需要高精度机床,一般车床都能加工。
上一篇:没有了
下一篇:SDF一0105浮卷电动滚筒密封结构的改进
下一篇:SDF一0105浮卷电动滚筒密封结构的改进



淄博银丰机械有限公司
电话:0533-4669222/4669555
传真:0533-4179238
联系人:杨经理
手机:15264305705
手机:15264305705
地址:山东省淄博市博山经济开发区西域城村村北首(祥和路43号)
网址:www.zbyinfeng.com
淄博银丰机械有限公司 山东省淄博市博山经济开发区西域城村村北首(祥和路43号)工信部网站备案:鲁ICP备14015978号-3